

Coloring-on-Demand
The idea behind the subsequent coloring of plastics or objects and parts is the opportunity to produce even small batch sizes at reasonable costs.
Only white or transparent parts are produced on the plastic processing machines, time-consuming cleaning work that leads to machine downtimes and material loss is completely avoided. Coloring only the surface instead of the entire mass saves both the environment and the wallet.
The inventory of countless different colored parts becomes superfluous, delivery times are shortened.
Design effects such as two-coloring or even color gradients are possible through partial coloring or successive dipping.
Insights into Smart Coloring´s
Coloring-on-Demand
The subsequent dyeing of plastic films, parts or general objects bases on the ability of these plastics to firmly “store” organic molecules such as dyes in the plastic matrix. Polyolefins receive this ability by the addition of corresponding additives. Furthermore, suitable dyes are needed that migrate under certain conditions into the polymer matrix. The basis of our technology for the reversible coloring of plastics is therefore a selected additive-dye combination.
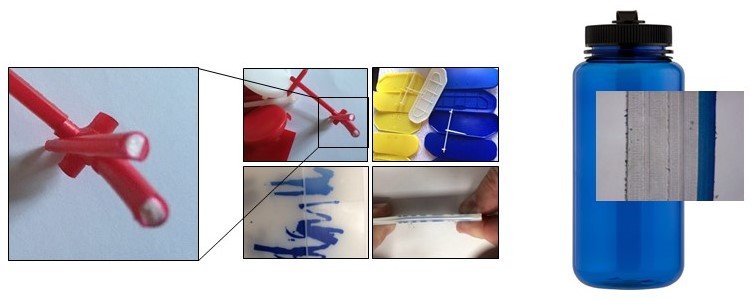
Dyes in polyolefins tend to migrate. A targeted combination of additives and dyes in combination with a suitable product design, the safe use of the coloring technology is achieved. Application-specific tests are nevertheless essential.
The additive is added to the plastic in form of a master batch. Depending on your requirements, we offer standard master batches or manufacture individual ones based on your own plastic granulates. At usual dosage a homogeneous distribution is achieved and the intrinsic properties of the plastic matrix remain unchanged.
The introduction of dyes takes place by immersing the plastics in aqueous dye baths at elevated temperatures. The dye migrates into the plastic and is trapped there when the plastic cools down again. Color intensity and penetration depth can be adjusted by various parameters. In the decoloring process, this process is reversed.
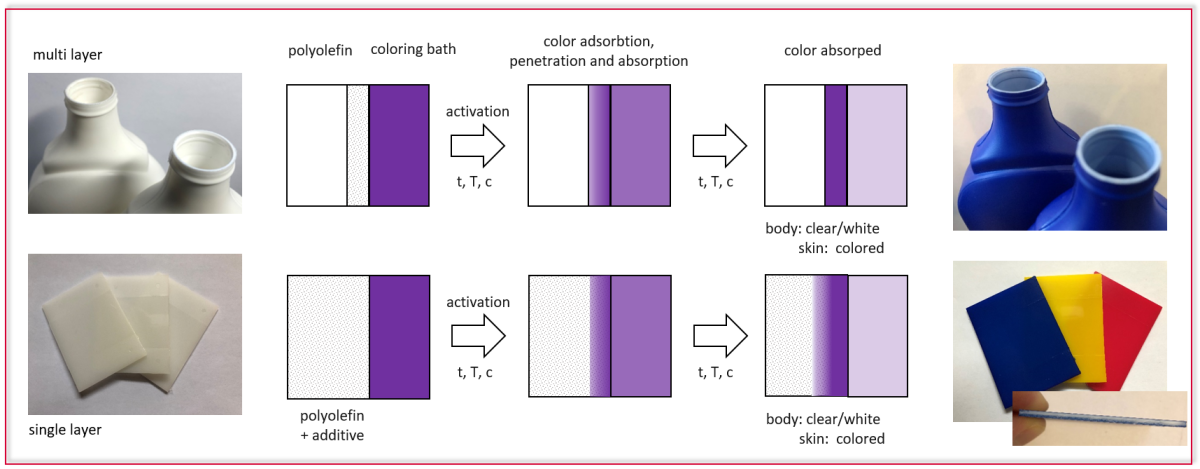
The dyes only migrate into the additivated layers of the plastic. Pure polyolefin layers are not dyed and serve as a barrier layer.
For single-layer products, SiOx layers are effective barriers against unintentional migration of dyes.
The cross section of the colored plastics shows the sharp phase boundary between the additive and the non-additive phases.
The following rules of thumb apply:
The higher the molecular weight of the dye, in principle the larger the dye,
- the more difficult it is to color and decolor plastics.
- the higher the temperatures required to drive the dye into the plastic and also to remove it again
- the better the dye is incorporated into the polymer matrix and the lower the tendency to migrate and the possibility of bleeding.
The coloring takes place above the glass temperature of the "host polymer". The higher the glass temperature,
- the higher the required dyeing temperature.
- the better the anchoring of the dye in the polymer matrix during cooling.
Auxiliary substances in the dyeing solution can lower the required dyeing temperature.
The stronger the interactions between "host polymer" and dye, the lower the tendency of the dye to migrate.

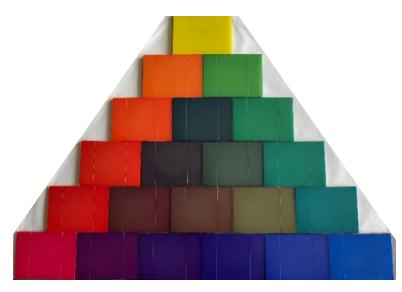
Coloring of Polyolefins is based on
- trichromy (color space > 22.000 colors)
- white plastic → opaque
- transparent plastic→ translucent
Product design is key
Suitable product designs support the application-specific correct choice of additive and dye.
In multi-layer (but single polymer!) product designs, a pure polyolefin layer already serves as a barrier against unintentional migration. Cross-sections show a sharp phase boundary between coloured and non-coloured layers (after 10days @ 60°C).
In mono-layer product designs, SiOx layers have proven their worth as a barrier. These also reliably prevent contamination of the plastic by the filling good and dissolve quickly in the recycling process so as not to hinder decontamination.